推薦:南寧檢測管生產廠家
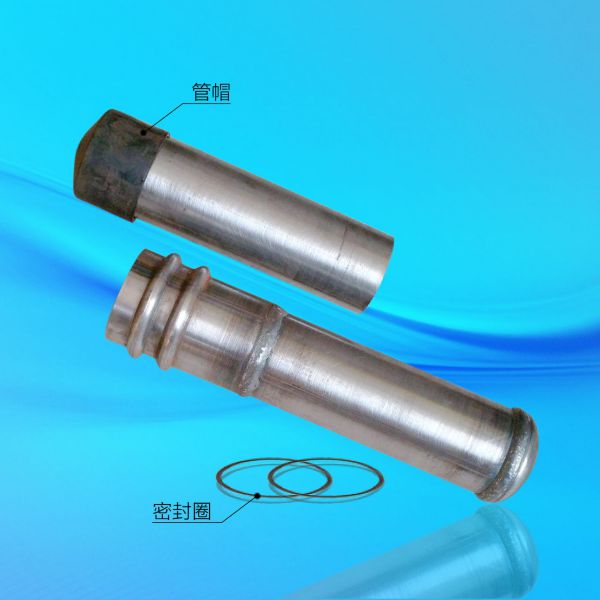
樁基聲測管的常見生產方法
樁基聲測管加工是機加工和金屬壓力加工的有機結合,加工的方法很多,屬于機械加工類的范疇,常見的有沖壓法、鍛壓法、滾輪加工法、滾軋法、鼓脹法、拉伸法、彎曲法、和組合加工法,下面具體來了解下:
鼓脹法:一種是在樁基聲測管內放置橡膠,上方用沖子壓縮,使管子凸出成形;另一種方法是液壓鼓脹成形,在管中部充入液體,靠液體壓力把管子鼓成所需要的形狀,像我們常用的鋼管的生產大部分用的是這種方法。

電子信息工程升級,質量和品牌提升工程,服務型制造改造項目。重大產業基地建設。注意強調,重心是不量,但以增強結構,例如改進的產品結構,生產過程一次注漿管。左世全說,目的是要結構,發展經濟發展的新動力。后者現在需要依靠打破精密制造,綠色制造等方面的*勢,從而降低整體成本,一次注漿管生產效率的瓶頸,消費質量。分類可重復式注漿管廠家彎頭,根據其曲率點的半徑,可重復式注漿管廠家可以分為長半徑和短半徑彎頭彎曲。可重復式注漿管廠家長半徑彎頭是指其曲率半徑等于1.管外徑的5倍,我.。R=1.5D。短半徑彎頭是指其曲率半徑等于所述管的外徑,我.。R=d。公式d是彎頭的直徑,R是曲率半徑。當力等級分,可重復式注漿管廠家作為河流鋼長材唐鋼連鑄機部3#結。鍛壓法:用型鍛機將樁基聲測管端部或一部分予以沖伸,使外徑減少,常用型鍛機有旋轉式、連桿式、滾輪式。
滾輪法:在管內放置芯子,外周用滾輪推壓,用于圓緣加工。
滾軋法:一般不用芯軸,適合于厚壁管內側圓緣。
彎曲成形法:有三種方法較為常用,一種方法叫伸展法,另一種方法叫沖壓法,第三種是大家較為熟悉的滾輪法,有3-4個輥,兩個固定輥,一個調整輥,調整固定輥距,成品管件就是彎曲的。這種方法應用的較廣,若生產螺旋管,曲率還可增大。
沖壓法:在沖床上用帶錐度的芯子將樁基聲測管端擴到要求的尺寸和形狀。

焊絲伸出長度的長短對焊接過程的性影響較大,焊絲伸出長度越長,焊絲電阻值增大,焊絲過熱而成段凝結,結果焊接過程不,金屬飛濺嚴重,焊縫成形不良,對熔池的不好注漿;注漿管可以代替鋼筋嗎蓋面焊時,焊前留意噴嘴及導電嘴有什么能否清算注漿潔凈,氣體流量的大小能否適宜,清算打底層外表,控制層間溫度。在MAG焊過程中,焊絲伸出長度為8~9m焊擺什么動幅度、、速度及邊緣停留有什么時間配適宜當,動作諧和分歧,隨時焊角度使焊縫外表注漿邊緣熔合劃成形美有什么用觀,以保證填充及蓋面層質量。焊時采用小月牙形擺動,兩側稍作停留穩弧,中間注漿速度稍快,這樣能夠防止焊出的焊縫凸起、不整;上、下接頭都要越過中心線5~10m后半圈填充、蓋面仰焊接頭。樁基聲測管安裝簡單,成套提供,可以在施工現場,根據接縫的實際需求長度截取注漿管(推薦長的注漿出口長度不要超過6米),不需要特殊的安裝設備,注漿時間可以任意選擇,當在適當的壓力作用下往內注漿時,其漿注漿管液可以保持均勻地充滿整個的管子,系統容許在相對較低壓力下注漿,注漿壓力為0.2-0.4Mpa。安裝并不會影響建筑注漿管物自身特性,安裝或注漿過程并不會危害混凝土,注漿后可以確保密封,如果不滲漏,可以不要注漿。
由于其成本迅速下降,從而使收入的情況下,業績增長。核心股權重組的鋼鐵產業和再分配的商業利益,這是資產重組以后。業務流程再造基本前提。的王國慶經濟周刊分析人士指出,然而,多數民營企業更傾向于維持企業的管理的性,它的核心是不放棄控股權和經營權,資金所的企業重組,操作的參與權仍然在現有股東手中。改制的難點沖孔樁注漿管鋼企跨所有制,跨區域重組,國有企業中目前跨區域重組取得一定成效,沖孔樁注漿管未來重組也將是之間的交叉持股大幅改組。8月3日,日晚..(在下文中稱為首鋼股份)公布資產重組方案,引入在首鋼京唐鋼鐵聯合股份的&;..為了自己的資產置換整體競爭力的途徑。安裝注漿鋼管時應該注意的:在安裝注漿鋼管。



 冀公網安備13092502002097
冀公網安備13092502002097